Press Brake Tools Types
What is Press Brake Tooling?
Press Brake Tooling is classified into press brake punches and bottom dies. They work by folding your workpiece between a matched bending punch and die, to bend the material into pre-determined shapes for final production. The types of press tools for standard machine include Americn and European Types. The Press brake punch and dies usually have a segmented and standard length. The V-dies are the most common tool punch types for the bending process. The bottom dies for die openings can handle a variety of materials and bend angles.
The Ultimate Guide to Press Brake Tools Types: Selecting the Right Setup for Your Workshop
The manufacturing process of bending sheet metal depends on entirely synergy between the machine and the proper tool. Choosing between different types of tooling is not only the shape of the finished part; it’s about balancing tooling costs, accuracy, and the scale of your production runs.
The Foundation comparation: European vs. North American Systems
In the global market, this boils down to two dominant standards: North American and European. Understanding the difference is the first step in optimizing your manufacturing process.The tooling process begins with identifying the clamping style of your machine. This choice dictates compatibility and setup speed across all future production runs.
-
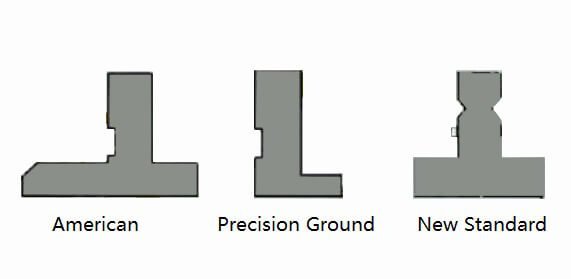
North American Style: Known for its straight-tang design and manual clamping. It is highly cost effective for heavy-duty plate work but can be time consuming during alignment.
-
European Style: Featuring precision-ground surfaces and a safety-click mechanism with 20mm tang design. It is the industry standard for high volume production due to its self-seating logic and high repeatability.

European type US Type
Understanding Bending Techniques: Air Bend vs. Bottoming
The most common method in modern fabrication is the air bend. In an air bend setup, the proper tool only touches the material at three points. This allows you to create multiple angles with a single set of tools, significantly reducing the need for frequent tool changes during short production runs.
- Air Bending: The proper tool only touches the material at three points. It is the most versatile method, allowing for various angles with a single tool set, which significantly reduces tooling costs by minimizing the need for specialized shapes. Air bends require accurate pressure control, please read our Press Brake Tonnage chart.
- Bottom Bending (Bottoming): The punch forces the sheet to the bottom of the die. While it offers higher precision for specific angles, it requires dedicated production tooling for every different angle and thickness, which can increase lead times.

Below are the most common press brake tools types that we often use for sheet metal working bends.
90 degree dies
The tool punch types are widely used for bottoming air bending operations. The die opening dimension depends on the bending machine punch and die material thickness.
Rolla V bending dies
Rolla V Dies have a cylindrical shape with an 88-degree V-notch cut. The die is an anvil over which the rocker bends the sheet.

Acute angle dies for air-bending
It can be used to produce acute shapes during air bends, and used for pre-bending or creating sharp, tight angles.

Gooseneck dies for return-flanging
The press brake punch tool is designed to allow for the clearance of already-formed flanges and deep box final production.

Offset dies
Creates two bends in one stroke (Z-shapes), optimizing the manufacturing process. It is a a combination punch and die set that bends two angles in one stroke to produce a Z shape.

Hemming dies
Two-stage dies combine an acute angle die with flattening types of tooling. A two-stage process for flattening edges to improve safety and stiffness.

Stamping dies
There are many ways to build dies to produce seams in sheets and tubes.
Radius dies
A radiused bend can be produced by a rounded punch. The bottom die may be a V-die or may include a spring pad or rubber pad to form the bottom of the die.Designed for large, smooth curves rather than sharp corners.
Beading dies
A bead or a “stopped rib” may be a feature that stiffens the resulting part. The punch has a rounded head with flat shoulders on each side of the bead. The bottom die is the inverse of the punch.
Curling dies
The die forms a curled or coiled edge on the sheet.
Tube- and pipe-forming dies
a first operation bends the edges of the sheet to make the piece roll-up. Then a die similar to a curling die causes the tube to be formed. Larger tubes are formed over a mandrel.
Four-way die blocks
A single die block may have a V machined into each of four sides for ease of changeover of small jobs.

Channel-forming dies
A press brake punch tool can be pressed into a die to form two angles at the bottom of the sheet, forming an annular channel.
U-bending dies
Similar to channel forming, but with a rounded bottom. Spring back may be a problem and a means may need to be provided for countering it.
Box-forming dies
While a box may be formed by simple angle bends on each side, the different side lengths of a rectangular box must be accommodated by building the punch in sections. The punch also needs to be high enough to accommodate the height of the resulting box’s sides.

Corrugating dies
Such dies have a wavy surface and may involve spring-loaded punch elements.
Multiple-bend dies
A die set may be built in the shape of the desired profile and form several bends on a single stroke of the press.
Rocker-type dies
A rocker insert in the punch may allow for some side-to-side motion, in addition to the up-and-down motion of the press.
Bridge Tooling
Specialized machined tooling that “bridges” over high flanges to avoid interference.
Press Brake Tools Types Selections
The types of Tooling Systems include American Style Tooling, European Style Tooling, and WILA/New Standard Tooling.
Understanding these different types is crucial for selecting the correct tooling for a specific bending application. The press brake tools types selection depends on material type, thickness, and desired bend geometry:
- Material Thickness: Thicker materials require larger V-die openings and more robust punches.
- Bend Radius: The desired radius of the bend determines the punch and die selection.
- Material Type: Softer materials like aluminum may require different tooling than harder materials like stainless steel.
- Bend Angle: Acute, obtuse, or 90° bends require specific tooling shapes.
- Production Volume: High-volume production may benefit from specialized or automated tooling for efficiency.
- Tool Material: Tooling is often made from high-carbon steel, alloy steel, or tool steel for durability. Coatings may be used for enhanced wear resistance.
- Tonnage Capacity: Must be calculated per meter to avoid damaging your machined tooling.
Press Brake Tools types are used depending on the material, production requirements, and machine compatibility, Proper selection and maintenance of tooling are essential for achieving high-quality bends and maximizing productivity. If you are not sure what types of press brake tools to choose, please contact for custom press brake tools.
Prototyping vs. High Volume Production
Depending on where you are in your project lifecycle, the type of tooling needs will shift:
-
Prototype Tooling: During the early stages, engineers often use soft tooling or modular setups. This is a cost effective way to validate a tool design without committing to expensive, permanent molds.
-
Production Tooling: Once you move into high volume production, the focus shifts to machined tooling made from hardened alloys (like 42CrMo). While the initial tooling process involves higher upfront costs, the durability ensures consistency over thousands of cycles in final production.
- Investing in high quality precision-ground tooling is critical for reducing setup time. While “economy” tools might seem cost effective initially, the variations in height and centering can make the calibration process incredibly time consuming, leading to more scrap before you reach a perfect finished part.






Leave a Reply