
How to Avoid the Difference Between Bending Angle and Dimension
What is the bending angle ?
The bending angle refers to the rotation angle required to achieve the correct bending shape during sheet metal processing. This bent angle depends on the precision of the press brake punch and die during the forming process. An accurate bent angle is the foundation of high-quality sheet metal fabrication. This bending angle depends on the precision of the press brake punch and die during the forming process.Any variation in the bent angle or part dimension often results from material thickness changes or incorrect [press brake machine] pressure.
In sheet metal fabrication, curving sheets according to a specific bend radius to create flanges, curls, seams, etc is more common and important in daily life. Every bent angle requires the correct tonnage to handle material springback and ensure consistent results. Using high-performance press brake tooling helps each shop reach the exact bent angle needed for complex industrial parts while maintaining a safe and smooth workflow now.
Technical Guide: How to Avoid Bent Angle and Dimension Differences
During the bending process, the quality of the bending machine depends on the bending angle and dimension. The bend radius is the radius of the bend centerline. To ensure the desired size and sheet metal bending angles, we need to pay attention to the following aspects:
(1) The bent angle depends on the perfect alignment between the press brake punch and the die during the forming process. Perfect alignment is necessary to reach the right bent angle for every part. The top punch edge, the workpiece, and the V-bottom of the lower die must stay on the same vertical plane during the hit. The tool alignment of the upper and lower dies is not concentric, which easily leads to the bending size difference. Proper vertical alignment prevents side forces; always consult a [press brake tonnage chart] to ensure the machine and tools stay within safe limits.
(2) The consistency of a bent angle relies on the precise position of the CNC back-gauges and the depth of the top punch. The relative position between the sheet metal and the bottom die may change after the left and right positions of the back gauge move, which will affect the bending size. Before bending, it is necessary to re-measure the distance between the position of the back gauge.

(3) If the workpiece and the lower die are not parallel, it will cause spring back and affect the bending angle. we should measure and adjust the parallelism before bending.
| Material Type | Thickness (mm) | Expected Springback (°) | Bent Angle Tolerance |
| Mild Steel | 1.0 – 3.0 | 0.5° – 1.0° | +/- 0.3° |
| Stainless Steel | 1.0 – 2.0 | 2.0° – 3.0° | +/- 0.5° |
| Aluminum | 1.5 – 4.0 | 1.5° – 2.0° | +/- 0.4° |
(4) When the first sheet metal angle is insufficient, It will affect the next bend radius. A bent angle determines the quality of metal work, as each accurate bent angle requires the right tools. The accumulation of bending error will lead to an increased difference in bending size and bending angle. so it is important to ensure the accuracy of each bend angle in sheet metal. Any variation in the bent angle or part dimension often results from material thickness changes or incorrect machine pressure. If the bent angle shows errors, it is usually caused by incorrect tool setup or improper V-opening selection.
5) This V-notch size is inversely proportional to the bending pressure. When we process on various bending angle irons, it is necessary to select the proper V open size of the lower die. Generally, 6 ~ 8 times the plate thickness is more appropriate for the angle iron bending.
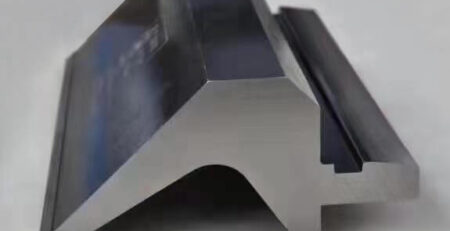
(6) Tool Geometry and Clamping Prevention. The tool shape determines how the metal reacts during the bent angle process. An upper die angle of 84 degrees helps prevent tool clamping when the sheet metal bends into the die. This specific design allows the material to release easily from the press brake dies after the forming is complete. Using an 84-degree punch ensures that the final bent angle is accurate while protecting the tools from excessive stress. This geometry helps each shop maintain strict tolerances and keeps the production workflow smooth for every project.
In conclusion
Reaching a perfect bent angle requires the right combination of high-quality tools, precise alignment, and stable machine control. Every factor, from the initial tool setup to the final hydraulic pressure, determines the accuracy of your sheet metal parts. Fabricators should focus on exact position and strict tolerances to avoid costly dimension errors.
We invite you to explore our press brake tooling catalog to find the best press brake dies for your specific needs. Choosing a professional press brake machine from JSTMT ensures that every bent angle stays accurate and your shop production remains efficient from start to finish.






Leave a Reply