
How to Extend the Life of Your Press Brake Tooling
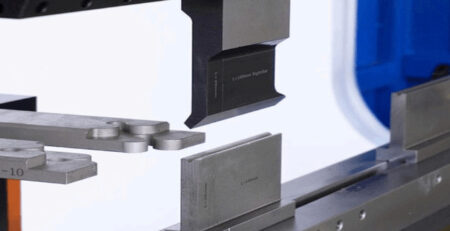
Press brake tooling represents a significant work for any metal fabrication operation. The punches and dies are the workhorses that shape raw sheet metal into precise components, and their condition directly impacts the quality of the final product and the efficiency of production. Premature wear or damage to tooling can lead to costly downtime, increased scrap rates, and the expense of frequent replacements. Therefore, implementing strategies to extend the lifespan of press brake tooling is not just good practice; it’s essential for maintaining profitability and operational excellence.
At JSTMT, we manufacture high-performance tools using 42CrMo and specialized hardening processes, but even the best steel has a limit. If your operators are “bottoming” with excessive force or ignoring mill scale, you’re throwing money away.
This blog post will outline key practices, from routine maintenance to proper usage and storage, that can significantly prolong the life of your press brake tooling, ensuring consistent performance and a strong return on investment.
How to Extend the Life of Your Press Brake Tooling: A Maintenance Guide
1. The Critical Role of Regular Inspection and Maintenance
One of the most fundamental yet often overlooked aspects of tooling longevity is consistent cleaning and thorough inspection.Mill scale is essentially iron oxide—it is incredibly hard and abrasive. When you bend hot-rolled steel without cleaning it, that scale acts like sandpaper, grinding away the precision radius of your punch and the shoulders of your V-die.
Beyond cleaning, a diligent inspection routine is vital. Operators should carefully examine punches and dies for any signs of wear, such as chips, cracks, or deformation. Even minor imperfections can create stress concentrations that propagate into larger failures over time, compromising both the tool and the quality of subsequent bends.Furthermore, applying specialized cleaning sprays or liquid waxes, such as those offered by WILA, can provide an additional layer of protection against corrosion, which is particularly important for tools stored for extended periods.
2. Respect the Tonnage Limits (Avoid the “Coining” Trap)
Every die has a maximum tonnage per meter. One of the fastest ways to crack a die or “seat” a punch tip is by exceeding these limits. This often happens when operators try to “bottom bend” a radius that is too sharp for the material thickness.
Proper machine setup and operational practices are crucial for preventing premature tooling wear and damage. A critical rule is to never exceed the rated tonnage of the tooling. Overloading can lead to immediate tool failure or gradual deformation, especially when concentrated loads are applied to small sections of the tooling
Understanding the nuances of bending techniques, such as air bending versus bottoming, can impact tool longevity. Air bending generally exerts less stress on the tooling compared to bottoming or coining, which involve higher forces to set the material. Utilizing the largest possible V-opening for the die, when appropriate, also helps to reduce the required tonnage and thus the stress on the tooling
Expert Insight: If you find yourself pushing the machine to its limit just to get an angle, you’re likely using the wrong method. Review our breakdown on [Air Bending vs. Bottom Bending] to understand how to choose a method that saves your machine and your tools.
The Rule: Always calculate your required tonnage before the first hit. If the job requires 80 tons but your die is rated for 60, stop.
3. Optimizing Performance Through Proper Lubrication
Friction is the enemy of tool life. When the sheet metal slides over the die shoulders, it generates heat and wear.
Lubrication plays a dual role in extending tooling life: it reduces friction between the workpiece and the die, and it protects the tool surfaces themselves. When bending heavy-duty or abrasive materials, lubricating the workpiece can significantly reduce the wear on the die, allowing the material to flow more smoothly during the forming process.
Similarly, applying a light oil or specialized lubricant to the working surfaces of the punches and dies minimizes metal-on-metal contact and friction, which are primary causes of wear.
The Fix: Use a light high-pressure lubricant or specialized “bending oil” on the contact points of the V-die.
Pro Tip: For cosmetic parts where you can’t use oil, use a specialized cloth or “die film” over the die. This protects the tool and prevents the [5 Common Bending Defects] like surface marking that lead to part rejection.

4. Proper Alignment and “Centering”
Misalignment, even slight, can cause uneven wear patterns on the tooling and lead to inconsistent bend angles or even tool breakage.
If your punch and die are not perfectly centered, the pressure is distributed unevenly. This causes “side-loading,” which can lead to the punch tip chipping or the die shoulders wearing down on one side faster than the other.
The Routine: Perform a visual check of the alignment at the start of every shift. If the punch isn’t sitting perfectly in the center of the V, your parts will drift, and your tools will die a premature death.
5.Tool Storage for Preservation
The way press brake tooling is stored can influence its lifespan. Tools should not be left exposed or haphazardly stacked, as this can lead to nicks, scratches, and corrosion. The best practice involves storing tools in specialized cabinets equipped with padded or non-metallic dividers. These dividers prevent metal-on-metal contact, which can cause damage during storage and retrieval.
Environmental control within the storage area is also vital. Maintaining a stable temperature, ideally between 15-25°C, and low humidity levels helps to prevent rust formation and mitigates issues related to thermal expansion and contraction of the metal. Organizing tools by type and size not only improves efficiency but also reduces the risk of accidental damage that can occur when searching for or handling unorganized tooling.
The JSTMT Standard: Use dedicated tooling racks. Store punches and dies vertically or in wooden-lined drawers. A small nick on a punch tip might seem minor, but it will leave a visible mark on every single part you bend from that day forward.

6. Material Considerations and Tooling Selection
The type and condition of the material being bent have a direct impact on tooling wear. Hot-rolled steel, for instance, often comes with mill scale, which is highly abrasive. Bending such material without proper consideration can rapidly degrade tooling. In these cases, either the material should be cleaned to remove the scale, or hardened tooling specifically designed to withstand abrasive conditions should be employed. Similarly, bending high-strength steels or other hardened materials requires tooling that is robust enough to handle the increased loads without deforming or fracturing. Matching the tooling to the material’s properties is a key strategy for extending tool life.
The Selection: Check our [Ultimate Guide to Press Brake Tooling Materials] to ensure you are using the right grade of steel for your specific fabrication needs.

Conclusion: Tooling is an Investment
Extending the life of press brake tooling is a multifaceted endeavor that encompasses diligent maintenance, informed operational practices, careful material consideration, and strategic storage. By adhering to these best practices, manufacturers can significantly reduce tooling costs, minimize downtime, and ensure the consistent production of high-quality bent components. A proactive approach to tooling care is an investment that pays dividends in operational efficiency and product excellence.








Leave a Reply