
How do we choose Press Brake Tooling
Choosing the right press brake tooling is one of the most important factors in sheet metal fabrication. The proper combination of punches and dies determines bending accuracy, production efficiency, tool life, and finished part quality. Incorrect tooling selection may lead to springback, surface marking, excessive tonnage, tool wear, or even machine damage.
Whether you are producing electrical cabinets, HVAC ductwork, elevator panels, metal furniture, or automotive components, choosing tooling that matches your material, machine, and bending process will significantly improve production consistency.
As a professional CNC press brake tooling manufacturer, JSTMT has supplied standard and custom punch and die solutions for customers worldwide. This guide explains the key factors engineers consider when selecting press brake tooling for different applications.

Why Proper Press Brake Tooling Selection Matters
Many bending defects are caused by incorrect tooling rather than machine problems.
Choosing the appropriate tooling helps you:
- Achieve consistent bending angles
- Improve dimensional accuracy
- Reduce springback
- Protect material surfaces
- Extend tooling service life
- Increase production efficiency
- Reduce machine downtime
| Incorrect Tooling | Correct Tooling |
|---|---|
| Angle variation | Stable bend angle |
| Surface scratches | Better surface finish |
| Excessive springback | Improved accuracy |
| Premature tool wear | Longer tool life |
| Cracked material | Smooth bending |
Step 1 – Identify the Material to Be Bent
The first step in tooling selection is understanding the material properties.
Different materials require different punch radii, die openings, and bending forces.
| Material | Characteristics | Tooling Recommendation |
|---|---|---|
| Mild Steel | Easy to bend | Standard punch + V die |
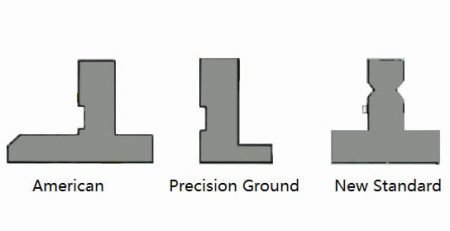
| Stainless Steel | High springback | Larger V opening, precision-ground tooling |
| Aluminum | Soft surface | Polished tooling to reduce marking |
| Galvanized Steel | Surface coating | Smooth tooling with minimal indentation |
Harder materials generally require wider die openings and more bending force.
Step 2 – Select the Correct V-Die Opening
Choosing the correct V-die opening directly affects bending force, bend radius, and angle accuracy.
For air bending, a common guideline is:
| Material Thickness | Recommended V Opening |
|---|---|
| 1 mm | 6V |
| 2 mm | 12V |
| 3 mm | 18V |
| 4 mm | 24V |
| 6 mm | 40V |
| 8 mm | 50V |
A wider V opening reduces tonnage but increases the inside bend radius.A narrow V opening produces a smaller radius but requires significantly higher bending force. Please refer Press Brake V-Die Opening Guide.

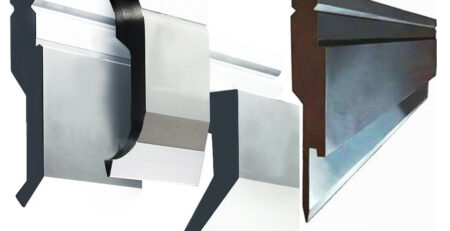
Step 3 – Choose the Appropriate Punch Profile
The punch profile determines the shape that can be produced.
Standard Punch
Suitable for general 90° bending applications.
Typical applications:
- Electrical cabinets
- Steel panels
- General sheet metal fabrication
Gooseneck Punch
Designed for box bending and return flanges.
Ideal for:
- Deep channels
- U-shaped parts
- HVAC components
- Cabinet boxes
Acute Punch
Used for acute angle bending and air bending.
Radius Punch
Recommended when producing large inside bend radii or decorative stainless steel parts.
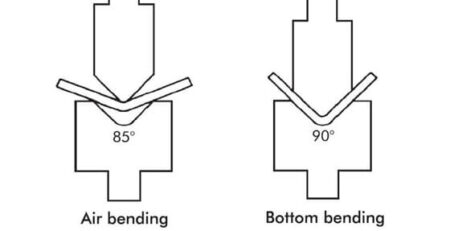
Step 4 – Select the Right Bending Method
Different bending methods require different tooling.
| Method | Characteristics | Tooling Requirement |
|---|---|---|
| Air Bending | Most common | Standard punch + V die |
| Bottoming | Higher accuracy | Dedicated punch and die |
| Coining | Highest precision | High-strength tooling |
Air bending offers the greatest flexibility and lower tooling costs, while bottoming and coining provide improved angle consistency. please refer to Air bending VS bottom Bending to choose the right one for you.

Step 5 – Match Tooling with Your Press Brake System
Not all tooling fits every press brake.
Before purchasing tooling, verify the clamping standard.
Common systems include:
- European Style Tooling
- Amada Style Tooling
- Trumpf Style Tooling
- WILA Compatible Tooling
Selecting compatible tooling ensures:
- Accurate alignment
- Stable clamping
- Faster setup
- Improved repeatability
Please refer to the Tool Compatible guide to know more : Press Brake Tooling Compatibility Guide

Step 6 – Consider Tool Material and Hardness
Tool steel quality has a direct impact on durability.
High-quality tooling is commonly manufactured from:
| Material | Advantages |
|---|---|
| 42CrMo | Excellent toughness and wear resistance |
| T8 Tool Steel | Cost-effective for general applications |
| SKD11 | Superior wear resistance for heavy-duty production |
Professional tooling is typically heat-treated to HRC 48–52 or higher depending on the application. Please refer to the material Guide:Press Brake Material 42CrMo VS T8 Steel

H2 Step 7 – Choose the Correct Tool Length
Tool length affects flexibility and setup efficiency.
Options include:
- Full-length tooling
- 835 mm segmented tooling
- 415 mm segmented tooling
Segmented tooling offers:
- Faster setup
- Easier handling
- Flexible combination
- Reduced replacement costs

Step 8 – Inspect Tooling Before Installation
Before mounting tooling, always check:
✔ Surface cleanliness
✔ Tool straightness
✔ Hardness condition
✔ Clamping surfaces
✔ Machine alignment
Proper inspection reduces setup errors and extends tooling life.
Step 9 – Store and Maintain Tooling Correctly
Routine maintenance helps preserve accuracy.
Recommended practices:
- Clean tooling after use
- Apply anti-rust oil
- Store tooling on dedicated racks
- Prevent impact damage
- Inspect working surfaces regularly
Proper maintenance can significantly extend tooling service life.

Common Mistakes When Choosing Press Brake Tooling
Many production problems result from incorrect tooling selection.
Common mistakes include:
- Selecting the wrong V opening
- Mixing tooling heights
- Using insufficient punch clearance
- Ignoring material springback
- Applying excessive bending force
- Choosing incompatible clamping systems
Avoiding these mistakes improves both productivity and part quality.
Recommended Tooling by Industry
| Industry | Recommended Tooling |
|---|---|
| HVAC Manufacturing | Gooseneck Punch + Multi-V Die |
| Electrical Cabinets | Standard Punch + V Die |
| Elevator Panels | Radius Punch |
| Metal Furniture | Acute Punch |
| Automotive Components | Segmented Tooling |
| Stainless Steel Fabrication | Precision Ground Tooling |
Expert Advice from JSTMT
Based on our manufacturing experience, the most common tooling selection mistake is choosing an incorrect V-die opening.
For most air bending applications, we recommend selecting a V opening approximately 6–8 times the material thickness, then adjusting it according to the material strength and required inside bend radius.
Customers producing stainless steel or decorative sheet metal should also prioritize precision-ground tooling with smooth surface finishes to minimize marking and improve bending consistency.
As a professional CNC press brake tooling manufacturer, JSTMT supplies standard and custom punch and die solutions compatible with European, Amada, Trumpf, and other leading press brake systems. Our engineering team helps customers select the most suitable tooling based on material type, production volume, machine compatibility, and application requirements.
Frequently Asked Questions
What is the best V-die opening for air bending?
A common recommendation is 6–8 times the material thickness, although stronger materials may require wider openings.
What tooling is recommended for stainless steel?
Precision-ground punches and wider V dies are generally preferred to reduce springback and surface marking.
Can one punch be used with different dies?
Yes. In many air bending applications, a standard punch can be paired with different V dies depending on material thickness and bend radius.
How long does press brake tooling last?
Tool life depends on material quality, heat treatment, production volume, and maintenance. High-quality tooling with proper care can remain accurate for many years.
How do I know whether I need European, Amada, or Trumpf tooling?
The tooling must match the clamping system of your press brake. Always confirm the machine standard before ordering.
Can JSTMT manufacture custom press brake tooling?
Yes. We manufacture both standard and custom punches and dies based on customer drawings, machine compatibility, and production requirements.
6. Do not try segment press brake tools for a long piece to reduce the indention. Furthermore, we should use a Single Vee Die, which has a wide R for less indention.
7 when using the mold, the tools shall be selected based on the material hardness, thickness & length. Generally, the lower mold shall be used according to the standard of 5 ~ 6T, and the length shall be longer than the plate. When the material is harder and the thickness is greater, the lower mold with a wider groove shall be used.
8 when selecting the top tool, we should know more about the tools. and then decide what upper die to use according to the product shape to be formed.

9 when using the mold, you should be clear-minded. After the machine aligns the origin, you should lock the upper and lower molds. Don’t let the mold fall down and hurt people or the mold. Pay attention to pressurizing during operation. Don’t add too much pressure at once. Pay attention to the changes in the data displayed on the screen.
10 put the used mold back on the mold frame in time and place it according to the mark. Clean the dust on the mold frequently and apply anti-rust oil to avoid rust and reduce the precision of the mold.






Leave a Reply