
42CrMo vs. T8 Steel: Which Material is Best for Press Brake Tooling?
42CrMo vs. T8 Steel: Which Material is Best for Press Brake Tooling?
Introduction
In the metalworking industry, the performance of press brake tooling directly determines the forming accuracy, surface quality, and production efficiency of workpieces. Selecting the appropriate press brake tooling material is a critical decision for balancing cost and performance.
When purchasing press brake tooling, the bending dies’s design ( Gooseneck, Straight, Acute) is what we mostly consider, but we often overlook the material’s metallic properties. Two press brake punches with same dimensions, yet one costs 30% less than the other. The difference lies in the steel grade: usually T8 (Carbon Tool Steel) vs. 42CrMo (Chromium-Molybdenum Alloy Steel).
At JSTMT, we frequently encounter customers replacing “bargain” dies that lost accuracy after just six months. In this blog, we explain the difference between T8 and 42CrMo to help you decide from the material properties, mechanical performance, and application which material is required for your fabrication workshop.
1. 42CrMo: The “Industrial” Standard for high-performance
A Chromium Molybdenum Alloy Structural Steel (Similar to AISI 4140)
42CrMo is the material of choice for Precision Press Brake Tooling intended for high-accuracy or heavy-duty applications. It contains Chromium (0.9-1.2%) and Molybdenum (0.15-0.25%).
It offers exceptional strength, toughness, and wear resistance. It is ideal for bending thick materials or stainless steel due to its ability to handle high stress without cracking.High-tensile steel requires robust dies. We recommend our hardened Trumpf Presss Brake Tooling and LVD Press Brake Tooling for heavy-duty applications to resist deformation
- The “Through-Hardening” Advantage: The addition of Molybdenum allows the steel to be hardened deeply, often straight through to the core. This creates a uniform structure.
- Toughness vs. Hardness: While T8 might have a slightly harder surface (52 HRC vs 47 HRC), 42CrMo has vastly superior toughness. It acts like a stiff spring—absorbing the compressive shock of the press brake ram without deforming or cracking.
- Fatigue Resistance: For job shops bending thousands of parts daily, 42CrMo resists “fatigue failure,” ensuring the tool profile remains consistent for years, not months.
Application
- High precision CNC bending machine.
- Bend high-strength steel plates, stainless steel or thick plates (greater than 4mm).
- A large-scale production line with strict requirements for mold accuracy and service life.

2. T8 Steel: The “Economy” Standard
High Carbon Tool Steel (Similar to W1 or SK3)
Typical Hardness: 50-55 HRC (Surface).
T8 is the most common press brake tooling material used for low-cost press brake tooling in the Asian market. It relies on a high carbon content (~0.80%) to achieve hardness. It is a cost-effective, budget-friendly choice suitable for lower-intensity, general-purpose bending of thin, soft materials.
- The Manufacturing Process: T8 tools are usually surface quenched.
- The Limitation (Hardenability): The biggest technical drawback of T8 is its low “hardenability.” When heat-treated, T8 creates a very hard outer “skin” (case), but the core of the tool remains relatively soft.
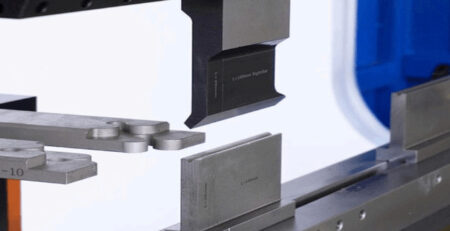
- The Consequence: Under heavy tonnage (bottom bending), the softer core can yield. This causes the V-die opening to physically expand over time. A V-die that started at 12mm might wear to 12.2mm, resulting in inconsistent bend angles along the length of the machine.
- Brittleness: T8 is significantly more brittle than alloy steels. In high-tonnage applications (>100 tons/meter), T8 dies are prone to cracking or shattering if overloaded, posing a safety risk.
Application
- Manual or ordinary hydraulic bending machine.
- Soft materials with thin bending thickness (usually less than 3mm).
- Short term projects with limited budget and low requirements for mold lifespan.

3. Technical Comparison of Press brake tooling material: T8 vs. 42CrMo
The following table summarizes their performance in key performance indicators:
| Feature | T8 Steel (Carbon) | 42CrMo (Alloy) |
| Heat Treatment | Surface Quenching | Quenched & Tempered (Oil) |
| Depth of Hardness | Shallow (Case) | Deep (Through) |
| Impact Resistance | Low (Brittle) | High (Tough) |
| Load Capacity | Light / Medium | Heavy Duty |
| Risk Factor | Sudden Cracking | Gradual Wear |
| Working Life | Short |
Long |

4. How to Choose: A Decision Guide Based on Production Demand
When deciding which press brake tooling material to use, it is recommended that companies evaluate from the following three dimensions:
1. Workpiece material and thickness: If you frequently handle stainless steel or thick plates over 6mm, 42CrMo is the only reliable choice. When T8 steel is used to handle such high load workpieces, the cutting edge of the mold will quickly wear out or even crack.
2. Accuracy requirements: CNC bending machines require extremely high compensation accuracy for molds. 42CrMo has small deformation and good dimensional stability, which can meet the processing requirements of precision sheet metal parts.
3. Return on Investment (ROI): Although the initial procurement cost of 42CrMo is about 30% -50% higher than that of T8 steel, its service life is usually 3-5 times that of T8 steel. In the long run, the cost savings from reducing the frequency of mold changes and downtime far exceed the initial price difference.
5. Why Material Matters for Stainless Steel Bending
If your shop fabricates Stainless Steel, press brake tooling material T8 is not recommended.
Stainless steel has high tensile strength and significant springback. It requires higher tonnage per meter than mild steel.
- Gall Markings: T8 dies often suffer from “adhesive wear” when bending stainless, leading to scratches (gall marks) on your finished parts.
- Shoulder Wear: The shoulders of a V-die take the most friction. Because T8 has a soft core, the shoulders can “roll” or deform under the pressure of stainless steel, destroying the die’s accuracy.
42CrMo, with its uniform hardness and polished finish, resists galling and maintains the precise radius of the V-die shoulder.
Conclusion: Which Should You Buy?
In summary, T8 steel, with its cost advantage, is still suitable for simple bending tasks with low precision and light load. However, with the transformation of manufacturing towards precision and automation, 42CrMo steel has become the preferred press brake tooling material for pursuing high-quality bending processes due to its excellent strength, toughness, and long service life. For most modern sheet metal processing enterprises, investing in 42CrMo molds is not only a guarantee of quality, but also a wise move to enhance core competitiveness
- Choose T8 if you are bending thin gauge mild steel (under 2mm) in a low-volume prototype environment and budget is the only priority.
- Choose 42CrMo if you need accurate angles, are bending stainless steel, or run high-volume production.
At JSTMT, we refuse to compromise on quality. All our standard stock punches and dies are manufactured from 42CrMo, Quenched and Tempered to ensuring delivery in excellence and value at every bend.
Ready to upgrade your shop’s accuracy?
Browse our catalog of Amada Promecam Style Tooling or contact us for Custom Press Brake Dies tailored to your specific profiles.






Leave a Reply