What is Sheet Metal Hem
What is a Sheet Metal Hem?
A sheet metal hem is a folded edge on a piece of sheet metal, created by bending it back onto itself by the hemming tool. This process is primarily used to create a rounded, safe edge, as the hemmed edge sheet metal can be very sharp. Hemming also serves to strengthen and stiffen the edge of the part, improving its durability and resistance to bending.
Application of the Sheet Metal Hems
Sheet metal hems are widely applied in manufacturing to reinforce edges, improve safety, and enhance the appearance of metal parts. It is commonly used in the automotive and appliance industries.
- Automotive: Doors, hoods, trunk lids, and fenders. Hems reinforce structural integrity and provide a smooth, finished edge for exterior panels.
- Appliances: Refrigerators, washing machines, ovens, and cabinets. Hems improve durability, provide a clean look, and ensure safety against sharp edges
- Construction/HVACMetal: roofing panels, gutters, ductwork, and enclosures. Fabrication hems enhance strength, seal edges, and prevent leaks
- Electronic: Metal roofing panels, gutters, ductwork, and enclosures. Hems enhance strength, seal edges, and prevent leaks
- Furniture: Metal desks, shelving, and cabinets often use rolled or open hems for safety and a polished appearance.


Why hemming is important in sheet metal fabrication?
Sheet metal Hemming is an essential process to finish sharp edges in sheet metal fabrication, as it provides several benefits, such as:
- Sheet metal edge reinforcement: Hemming strengthens the edge of the sheet metal by folding it over, making the part more resistant to mechanical stresses and improving its overall structural integrity.
- Aesthetics: A neat and smooth hemming process contributes to a professional and pleasing appearance of the finished product, which is especially important in industries where the aesthetic appeal of the product is a significant consideration.
- Precision: Achieving precise sheet metal joints with tight tolerances by applying hemming techniques, ensuring the final product fits together properly.
- Burr and rough edge removal: Hemming helps remove burrs and rough edges created during the cutting and forming processes, thereby improving the final appearance and preventing damage to other components during assembly.
Sealing and protection: Hemmed edges can serve as a protective seal, preventing air or water from entering the metal workpiece, which is beneficial for applications such as ductwork and electrical enclosures.
Global Service Case: Sheet Metal hem tool shipment to Chile
Our sheet metal hem tool set serves global customers, and a set of hemming tools customized for Chilean customers has been shipped recently.
Acute Hemming Punch 30 degree, size:1600x132x26mm
Hemming Die 1, size:1600x80x51.7mm , Heming Die 2, size:1600x76x60mm
1 package 109kgs, size: 1670x170x190mm, from Shanghai, China to VALPARAISO, Chile
BL#SHVPR25224570 ETD: Nov 2, 2025


Types of sheet metal hems
Hemming in sheet metal involves folding the edge of a sheet back onto itself to reinforce the material, hide sharp burrs, and improve the cosmetic appearance. There are four primary types of hems in sheet metal:
A) Flat closed hem bends: The metal is folded completely flat against itself. This is often done when space is limited and provides a clean, safe edge.
B) Open flat hems for material thicknesses of .040”-.125”: A small, open gap is left in the fold. This type of hem is often used when a wire or another piece of material needs to be inserted into the folded edge.
C) Teardrop hems for material aluminum/closed hem: The metal is folded into a teardrop or C-shape. This creates a softer, more rounded edge than a closed hem.
D) Open Hem (Rope hems) This involves creating a curled or circular edge on the sheet metal. This is common in applications where a very smooth, rounded edge is required for safety or aesthetics.

Sheet metal Hemming process
Hemming in sheet metal is a specialized and precise process within the metal fabrication industry. A hem involves folding the edge of a sheet of metal back onto itself with the hemming process as below:
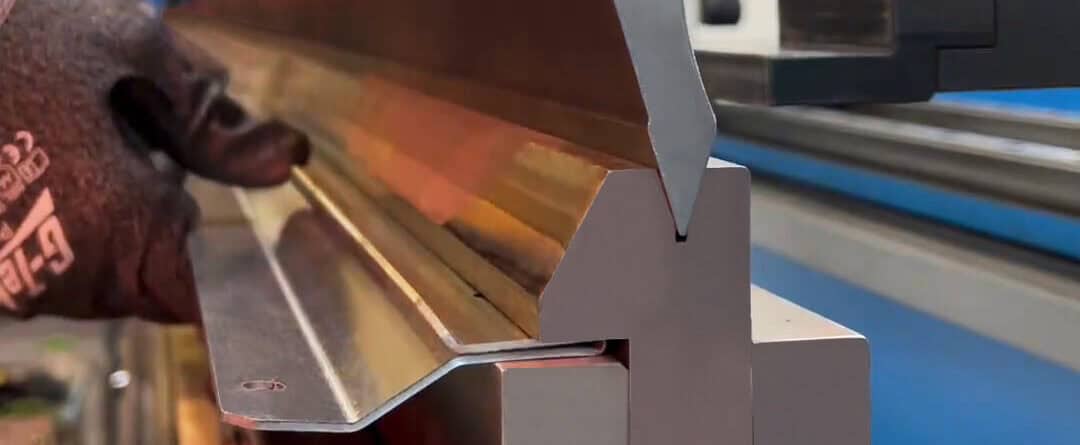
- A perfect Pre-Bending Angle for hemming; First, creating hemming bends with an Acute angle punch in the metal, the bending angle can be 26°30° or 45°.
- Calculating the required Tonnage for the flattening step of hemming. Then, place the acute bend metal plate under a flattening tool. and the bends are formed to a joint flattened hem sheet metal by bending it to 180°after the hemming operation

Hemming VS Seaming
Hemming and seaming are both metalworking processes that involve bending and folding sheet metal edges, but they differ fundamentally in their primary purpose and final result.
Hemming:
Primary Goal: Finishing the edge of a single sheet for safety, reinforcement, and appearance.
Components: Involves one sheet of metal, folding the edge back onto itself.
Final Edge Profile: The folded edge either lies flush against the main body (closed hem) or leaves a small gap (open hem).
Seaming
Primary Goal: Joining two separate sheets of metal together to form a leak-proof or structurally strong joint.
Components: Involves two separate sheets of metal that interlock their edges.
Final Edge Profile: The interlocked edges form a specific joint profile (like a Pittsburgh or standing seam), which typically does not lie perfectly flush.
How to make a sheet metal hem?
How to bend a hem in sheet metal to increase edge stiffness and safety ? Sheet hemming is a two-step process that involves folding the edge of a piece of metal back onto itself to create a smooth, reinforced edge, thereby improving safety, strength, and appearance. The most common industrial method to bend sheet metal parts is to use a press brake.

Ideal sheet metal thickness ranges for successful hemming operations.
1. Material requires:
- Thickness: Closed hemming is best suited for material thicknesses between 0.040 and 0.125 inches (approx. 1mm to 3.2mm). Thicker materials (especially aluminum or high-strength steel) are more prone to stress and fracture during the final flattening step.
- Minimum Length: For a proper closed hem, the flat length of the flange should be at least four times the material thickness to ensure the metal doesn’t break during the crushing action.
2. Setting up the press brake for two step bends:
Starting the press brake and making sure the machine is in good condition for bending, as shown in the drawing.
Step 1: Pre-Bending (Acute Angle Bend)
- Use a specialized Acute Angle Punch and V-Die set that is designed to create a bend significantly sharper than 90 degree.
- Place the sheet metal on the V-die and bring the punch down to form the acute bend.
- Bend the edges to an acute angle so that the sheet metal is positioned for the final flattening step. The edge is bent to an angle of 30 to 45 degrees. A common angle used is 30 degrees.
Step 2: Flattening (Final Closing)
- Replace the acute punch and die with a Flattening Bar (or Hemming Die), which has a smooth, flat surface.
- Insert the pre-bent part under the flattening die and apply significant tonnage (force) to crush the flange completely flat. This process acts like a coining or bottoming operation, locking the hem into place.
- The pre-bent flange is flattened to 180 degree, resulting in a zero-radius bend where the two layers meet.
Request a free Quote for Your Hemming Project






Leave a Reply